Life-Cycle Cost of Multi Point Tooling for Curved Surface
Life-Cycle Cost Analysis of Double Curved Textile-Concrete Construction Parts Fabricated utilizing Multipoint-Tooling-Technology.
The aim of the work is to investigate the economic potential of double-curved textile-reinforced concrete components that are manufactured using a multipoint tooling machine. The investigation is carried out in comparison to the traditional manufacturing process, including special formwork.
Linus Kloesgen, 2021
Institut für Nachhaltigkeit im Bauwesen der RWTH Aachen University
Institut für Textiltechnik der RWTH Aachen University
The original document can be downloaded in German.
ILLUSTRATION:
TEXT:
REF:
Nowadays the demands in architecture towards the construction industry are becoming more and more complex and offer a broad market for stylistic or unusual buildings.
Schneider, S.: Blob-Architektur für das 21. Jahrhundert. Tectum, 2014

One aspect for such design measures are curved or double-curved concrete facades.
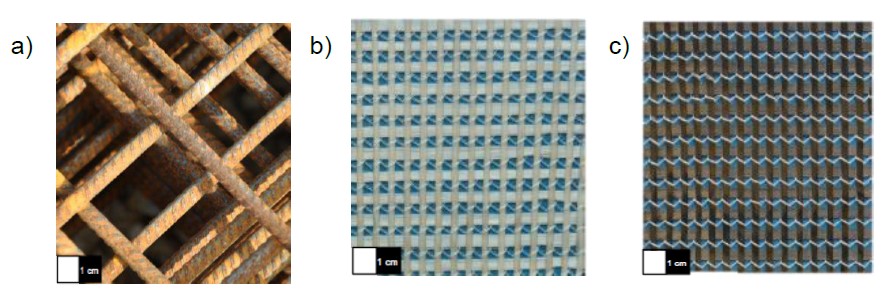
For the use of reinforced concrete and conventional formwork elements, this means a very time-consuming and expensive manufacturing process. The steel has to be bent and the formwork is made to order.
The individual special formwork elements are usually not suitable for reuse and must then be disposed of or recycled.
Overall, the traditional manufacturing process is neither sustainable nor economical and offers plenty of room for optimization.
Schultz-Cornelius, M. K.: Konzept zur Bemessung von unbewehrten Fassadenplatten aus Ultrahochleisungsbeton in mehrschichtigen Stahlbetowandtafeln. Technische Universität Kaiserslautern
Michel, M.; Knaack, U.: Grundlagen zur Entwicklung adaptiver Schalungssysteme für frei geformte Betonschalen und Wände Bautechnik Band:91 (2014) H. 12, S. 845–853
With the development of textile concrete, a good alternative for such application processes was created. The textile reinforcement is flexible in shape, so it can be easily adapted to free forms and still offers very good tensile, compressive and bending properties of the concrete components.
Koch, A.: Multifunktionale Textilbetonsysteme für die Gebäudehülle. Aachen: RWTH Aachen, Dissertation

With regard to further optimization possibilities of the manufacturing process, the focus is on the formwork. There are various approaches in this area, including an adaptive form of formwork. The basic idea of this method is an arbitrarily deformable, reusable formwork. Multipoint tooling technology (MTT) is used for the required curvature of the formlining
adapa.dk
adapamoulds.com
The aim of the thesis is to investigate the economic potential of double-curved textile-reinforced concrete components that are manufactured using the multipoint tooling machine.
The investigation should be carried out in contrast to the traditional manufacturing process, with the inclusion of special formwork.
The life cycle cost method according to ISO 15686-5 is chosen as the analytical approach. For the economic comparison, the life cycle costs are determined for the application example of a double-curved concrete facade component. The costs are then modeled and evaluated in contrast to the two manufacturing processes.
When using an adaptive formwork system with textile concrete instead of a special formwork with reinforced concrete, up to 95% of the costs can be saved. This is mainly due to material savings and less work.
The greatest cost savings arise when many different component shapes are to be produced.
ISO 15686-5 2017Buildings and constructed assets – Service life planning-.

However, in order to be able to estimate the ecological and economic potential of this process, there is currently a lack of data and analysis approaches. Due to this, the economic viability of this technology in connection with textile concrete is to be examined within the scope of the present work.
Based on this, the research question is examined as to whether the production costs of a double-curved textile concrete component using the MTT are lower than for a double-curved reinforced concrete component that is produced with special formwork.
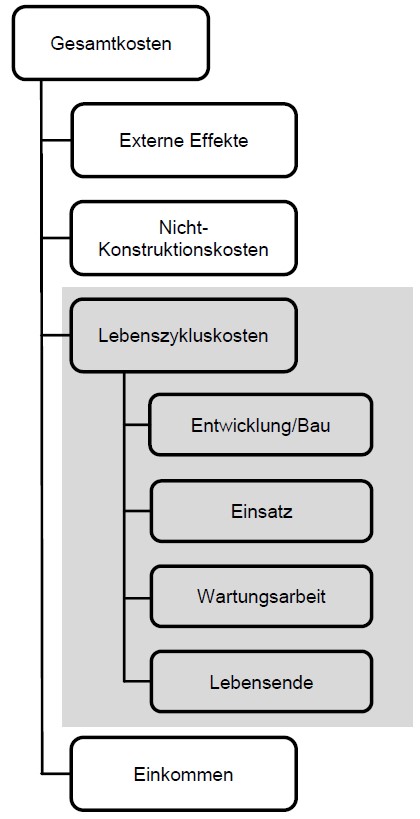
A life cycle cost analysis (LZK analysis) is chosen as the methodological concept. The method considers all costs that are directly and indirectly associated with a textile-reinforced concrete component and allows the focus to be individually adjusted.
ISO 15686-5 2017Buildings and constructed assets – Service life planning-.
In this case, the focus is placed on the manufacturing process of the component in order to obtain a detailed cost comparison of the two manufacturing methods.
The LZK analysis is carried out according to the international standard ISO 15686-5 and the guidelines Environmental Life Cycle Costing and Life cycle costs of real estate are selected for the procedure.
In order to provide an appropriate basis for the investigation, the current research results relevant to this work are first worked out and explained in more detail.
The methodological procedure for an LZK analysis is then explained. In this chapter, the individual production steps are broken down into life stages and all costs incurred for both alternatives are determined. In the fourth chapter, the collected data are modeled and evaluated with a focus on comparing the LZK. Furthermore, the advantages and disadvantages of the various manufacturing processes are discussed and the limits of the study are shown.
The last chapter gives a concluding overview of the results of the previous chapters, including a summary of the most important aspects.
Hunkeler, D.; Lichtenvort, K.; Rebitzer, G. (Hrsg.)Environmental life cycle costing. Boca Raton, Fla.: CRC Press, 2008
Pelzeter, A.: Lebenszykluskosten von Immbilien (2006) H. 36

In addition, a brief outlook on possible areas of application and useful supplementary studies is provided.
At the beginning, all forms of formwork that are suitable for the production of double-curved components are explained.
The traditional method uses conventional shuttering boards. However, wood is a rigid material and cannot be bent in two planes. Therefore, in traditional construction, there is only the option of special formwork. These are manually milled or cut out in individual production and are associated with a high expenditure of work and time.
In addition, this process is very expensive and the surface quality still does not reach the level of other manufacturing methods. As a rule, special formwork cannot be used more than once and has to be disposed of afterwards.

An alternative to special wooden formwork is the use of rigid foam blocks.
These can be brought into the required shape with 3D milling cutters, which significantly reduces the time required. However, they must also be disposed of after use.
In the course of production alone, 7 kg of CO2 emissions per kg of rigid foam occur.
Pawlitz, J.; Chandra, M.; Kohn, C.; Powell, G.: Real cost of styrofoam. Saint Louis University
Heinlein, U.; Fraundorfer, A.; Katona, S.; Wimmer, M.: Herstellung gekrümmter tragender Betonbauteile auf einem formflexiblen Schalungswerkzeug Beton- und Stahlbetonbau Band:115 (2020) H. 8, S. 576–585
A modern, innovative method is a 3D printer for the production of free-form concrete components. This prints individual thin (concrete) layers and offers the advantage that the component does not have to be adapted to any rigid formwork. However, the current state of the art is still very limited and the process is associated with high costs, slow production and poor surface quality.
Alternative approaches are provided by productions with deformable formwork. The advantage of this is that the individual formwork elements no longer have to be subsequently disposed of or laboriously converted. There is the possibility of re-use and any re-formation.
Schipper, H. R.: Double-curved Concrete Elements – research into technical viability of the flexible mould method. Technische Universität Delft
In this context, various methods are being researched.
One of these concepts is the adaptive formwork form. The basic idea is a deformable, reusable formlining, which is brought into the required shape with the help of the MTT.
The process is explained in more detail in the next section, as adaptive formwork is a main aspect of this work.
Heinlein, U.; Fraundorfer, A.; Katona, S.; Wimmer, M.: Herstellung gekrümmter tragender Betonbauteile auf einem formflexiblen Schalungswerkzeug Beton- und Stahlbetonbau Band:115 (2020) H. 8, S. 576–585
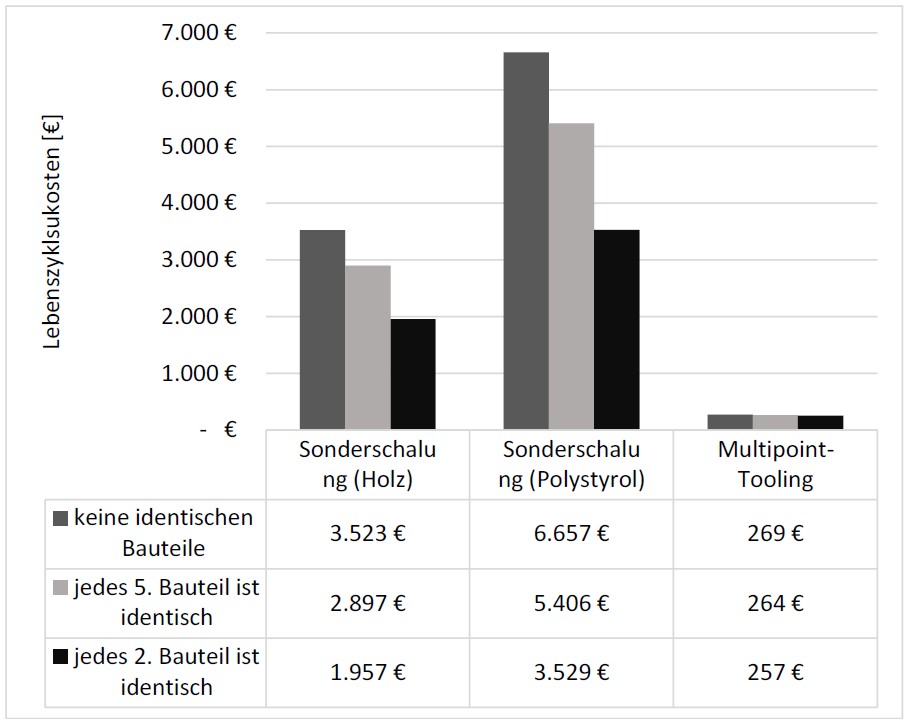
The diagram shows the LZK for a produced component with the dimensions shown above, plotted on the y-axis. The processes with the materials used are shown on the x-axis.
For the first case shown, this means that a new formwork element must be designed for each component in a manufacturing process with the special formwork. The mean value of the cost margin was used for the production of the special formwork and the maximum and minimum price values are also shown in the diagram.
First of all, the extreme cost differences between the type of material of the special formwork and the manufacturing process are noticeable.
The LZK difference between the use of wood and polystyrene as formwork material is approx. € 3,100. The reasons for this could be the material costs, but also differently considered requirements for the quality of the component. This could also be the reason for the price fluctuations of the special formwork with the production material wood.
Higher demands on the quality of exposed concrete and more complex component shapes lead to a significantly more complex manufacturing process for the formwork, which is reflected in the price.
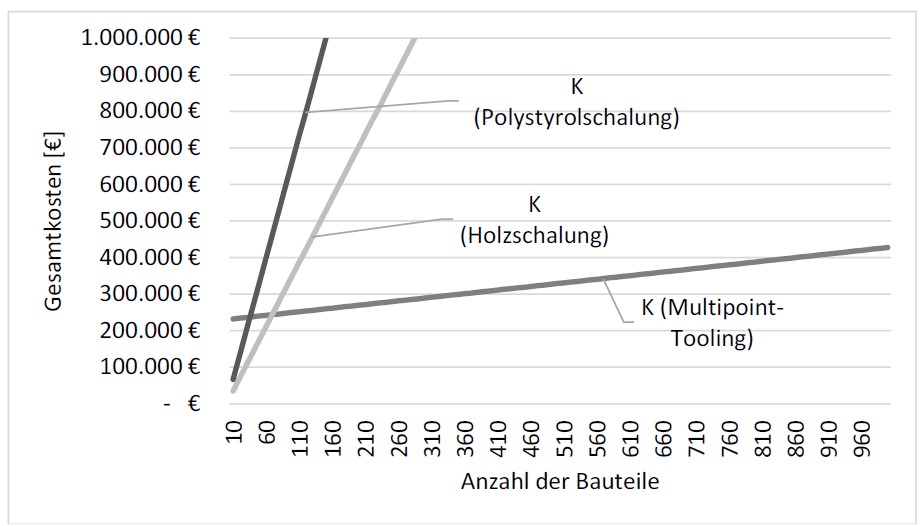
The second and more important aspect to be emphasized concerns the price differences between the manufacturing processes. The LZK for the component, manufactured with a cheaper special wooden formwork, are approx. 13 times as high as the component manufactured by the MTT. If the polystyrene formwork is used, the component is even 25 times as expensive.
This shows the enormous economic potential of MTT.
Since a comparison of the LZK of the component, broken down into the LZK phases, does not allow any conclusions to be drawn about the reasons for the cost differences, the life cycle phases of the manufacturing methods are considered below. The development costs of the process are the same as those of the component. However, the costs of the further life cycle phases of the manufacturing methods are part of the use costs of the component.